
Relazione sul Tirocinio
Pratico-Applicativo svolto presso il Brew-pub
"VECCHIO BIRRAIO" Campo S.Martino
(PD)
(gennaio-giugno 2003)
by Rocco Menna
Riassunto
Il tirocinio pratico-applicativo è stato svolto presso il brew-pub "Vecchio Birraio" di Campo S. Martino in provincia di Padova. Questo locale è stato uno dei pionieri del fenomeno della produzione di birra artigianale in Italia, fenomeno che è tuttora in crescita.
Durante il periodo di tirocinio
trascorso al "Vecchio Birraio" ho potuto confrontarmi con tutti gli aspetti
teorici, tecnici ed operativi legati alla filiera produttiva della birra
artigianale. Le birre prodotte, sia ad alta fermentazione che a bassa fermentazione
sono di sei tipi.
Ho avuto quindi la possibilità di conoscere gli approcci, anche molto diversi
tra loro, di buona parte degli stili birrai più importanti.
Produzioni di questo tipo hanno il loro punto cardine nell'artigianalità, nel fare riferimento a preparazioni genuine che stavano lentamente scomparendo nel campo dell'industria alimentare, e che negli ultimi anni si sta cercando di recuperare e valorizzare.
E' necessario acquisire una manualità sufficiente con tutto ciò che riguarda l'impiantistica, le operazioni di cantina e la cura della bevanda, elementi indispensabili nel bagaglio di conoscenze e capacità di un Mastro Birraio.
E' importante sapere discernere il contributo delle varie materie prime: acqua, malto, luppolo e gli effetti della fermentazione dei lieviti sul prodotto finito, familiarizzando con i diversi ingredienti si acquisisce la capacità di identificare eventuali difetti, i pregi della birra e di saperli attribuire in maniera corretta alle varie fasi del processo.
Le operazioni di sanitizzazione degli impianti e di igiene dei locali sono indispensabili all'ottenimento di un prodotto sano e di qualità e vanno considerate parte integranti del processo di produzione.
L'esperienza in questo ambiente è stato soddisfacente nel dare concretezza agli aspetti teorici affrontati durante il percorso di studio, utile come esperienza in un ambiente lavorativo e, stimolante per la disponibilità e la voglia di condividere i saperi del tutor aziendale e la gentile collaborazione dei titolari e di tutto il personale.
Durante il tirocinio ho effettuato delle prove sperimentali sulla filtrazione del mosto di birra, che saranno alla base della mia tesi di Laurea.
1. INTRODUZIONE
La birreria "Vecchio Birraio" è stata aperta il 16 agosto 1997 grazie alla passione per la birra della famiglia Sausa: Elio in primis, e poi il figlio Stefano Sausa e Albino De Rossi. Il Mastro Birraio attualmente è il Dott. Andrea Liessi, tecnologo alimentare laureatosi a Udine.
"Vecchio Birraio" è un brew-pub termine che deriva dalle parole inglesi brew legato alla birrificazione, quindi produzione di birra e pub contrazione del termine inglese public-house. "Vecchio Birraio" è quindi una delle prime realtà che hanno dato vita in questi anni al crescente fenomeno delle birrerie artigianali in Italia che producono la birra in proprio e la vendono nel proprio locale.
In antitesi con la produzione industriale sempre più standardizzata e di fatto, nelle mani di poche multinazionali (Heineken, Anheuser-Busch, SAB-Miller) le microbirrerie ed i brew-pubs puntano sulla continua ricerca sul prodotto finito per soddisfare le esigenza dei clienti, sulla genuinità e sulla freschezza. Una particolare attenzione è legata alla diffusione di una cultura della birra che nel nostro paese stenta ad attecchire, lontana dal consumo come mera alternativa ad altri alcolici più conosciuti, e legata alla ricerca di un edonismo consapevole.
All'interno del brew-pub il cliente viene stimolato ed incuriosito verso questa nuova realtà, la sala cottura elegante e perennemente tirata a lucido è in una posizione privilegiata, ci s'imbatte nella sua visione appena varcata la soglia d'entrata, tutto, dalle foto e dai quadri appesi alle pareti, all'arredamento, ai menù invita i consumatori ad usare il più possibile i propri sensi per degustare quella che è l'anima vitale del locale.
L'impianto è fornito dalla ditta ECO di Conegliano (TV).
"Vecchio Birraio" produce cinque tipologie di birre sia a bassa che ad alta fermentazione costantemente presenti, in aggiunta a queste vengono prodotte delle birre appositamente create per le festività natalizie, pasquali e per il caldo periodo estivo. Le cotte annue sono circa 85 con una produzione annua di circa 600 hL. Oltre alla vendita alla spina, le birre vengono imbottigliate in bottiglie da 0,5 L e 0.75 L ed in fustini di alluminio da 5 L.
LA FOTO
Ecco la sala cottura di "Vecchio Birraio" costituita da due tini in acciaio inox rivestiti in rame ( per puri motivi estetici). Il tino di destra è dedicato all'ammostamento ed alla filtrazione del mosto tipico della tradizione anglosassone, viene chiamato mash tun. Il tino a sinista e utilizzato per la cottura del mosto.
2. LA PRODUZIONE DELLA BIRRA
2.1 Aspetti
legislativi
La denominazione "birra" da un
punto di vista legislativo è riservata al prodotto ottenuto dalla fermentazione
alcolica con ceppi di Saccharomyces carlsbergensis o di Saccharomyces cerevisiae
di un mosto preparato con malto, anche torrefatto, di orzo o di frumento o di
loro miscele ed acqua, amaricato con luppolo o suoi derivati o con
entrambi.
La fermentazione alcolica del mosto può essere integrata con una
fermentazione lattica. Nella produzione della birra è consentito limpiego di
estratti di malto torrefatto e degli additivi alimentari consentiti dal decreto
del Ministro della Sanità 27 febbraio 1996, n. 209.Il malto di orzo o di
frumento può essere sostituito con altri cereali, anche rotti o macinati o sotto
forma di fiocchi, nonché con materie prime amidacee e zuccherine nella misura
massima del 40% calcolato sullestratto secco del mosto.(Art.1 del D.P.R. n. 272
30/6/1998, g.u. 10/8/1998 n.185).
In base al grado saccarimetrico del mosto
di partenza si distinguono legalmente cinque tipologie di birra: la
denominazione "birra analcolica" è riservata al prodotto con grado Plato non
inferiore a 3 e non superiore a 8 e con titolo alcolometrico volumico non
superiore a 1,2%.La denominazione "birra leggera" o "birra light" è riservata al
prodotto con grado Plato non inferiore a 5 e non superiore a 10,5 e con titolo
alcolometrico volumico superiore a 1,2% e non superiore a 3,5%.La denominazione
"birra" è riservata al prodotto con grado Plato superiore a 10,5 e con titolo
alcolometrico volumico superiore a 3,5%; tale prodotto può essere denominato
"birra speciale" se il grado Plato non è inferiore a 12,5 e "birra doppio malto"
se il grado Plato non è inferiore a 14,5.Quando alla birra sono aggiunti frutta,
succhi di frutta, aromi, o altri ingredienti alimentari caratterizzanti, la
denominazione di vendita è completata con il nome della sostanza
caratterizzante.(Art.2 del D.P.R. n.272).Per queste ultime tre categorie non è
previsto alcun limite relativamente al contenuto alcolico.
2.2 Il mercato della birra in Italia
La birra è una bevanda che occupa una posizione rilevante nel panorama nazionale del consumo di bevande e si colloca in quarta posizione sia come consumo totale che come litri pro capite dopo acqua minerale, soft-drinks e vino. Nonostante negli ultimi venticinque anni il consumo di vino e spiriti presenti un netto calo soprattutto in virtù delle nuove tendenze salutistiche, la birra presenta invece un dato in crescita: si è passati dai 12.8 litri pro-capite del 1975, ai 25.1 del 1990, ai 28.1 del 2000, 28.2 nel 2002 (Fonte: Assobirra).
3. LA FILIERA PRODUTTIVA DELLA BIRRA
3.1 Le materie prime
Le materie prime nella produzione della birra sono acqua, malto e/o succedanei, luppolo e lievito.
3.2 Lacqua
L'acqua utilizzata nella produzione della birra è di fondamentale importanza, essa costituisce oltre il 90% del prodotto finito. Oltre all'acqua di produzione per ammostamento e lavaggio delle trebbie, si utilizza acqua per il lavaggio dell'impianto e la diluizione dei detergenti, acqua di servizio per le funzioni di caldaia, refrigerazione e produzione vapore. L'acqua di produzione deve avere come requisiti necessari la potabilità, una durezza non eccessiva ed un pH al di sotto della neutralità. Tramite i sistemi di correzione dell'acqua è comunque possibile utilizzare qualsiasi acqua potabile; le correzioni permettono di adattare l'acqua alle specifiche tipologie di birre che si desiderano produrre. Per la produzione di birra solitamente vengono preferite acque con bassa durezza, ricche di solfato, calcio e cloruri. Le diverse concentrazioni di sali presenti nelle acque vanno ad influenzare il pH della miscela e del mosto. Lo ione che più influenza l'alcalinità è il carbonato che durante la cottura del mosto libera anidride carbonica alcalinizzando il mosto (pH della miscela è 5.2-5.4; pH del mosto è 5.6-5.8). Il pH è importante perché influenza l'attività enzimatica, la composizione delle sostanze amare del luppolo, la crescita microbica, e l'estrazione di sostanze astringenti e coloranti dalle trebbie stesse. Un pH basso comporta un miglioramento della schiuma e dei valori di stabilità, un gusto più morbido della birra. L'acidificazione è possibile tramite l'utilizzo di malti acidi.
Nel brew-pub viene utilizzata acqua di rete sia per la produzione che per altri usi (refrigerazione, produzione di vapore, pulizia).
3.3 Il malto
Il malto è l'orzo germinato ed
essicato. Il malto è stato definito giustamente il corpo e lanima della birra
perché influenza direttamente il colore, la finezza e la schiuma della birra
e, indirettamente, attraverso il processo fermentativo i processi di maturazione
e
le caratteristiche organolettiche della birra. Da uno sguardo al passato
sappiamo che nel 1516 fu emanata da Guglielmo IV la famosa Legge della Purezza
che imponeva come unico cereale che poteva essere utilizzato per la produzione
della birra lorzo. Una delle ragioni fu che l'uso di frumento nella
birrificazione era diventato così popolare che la maggior parte del frumento
(Weizen, in tedesco) raccolto era usato per la birra piuttosto che per il
pane.
Il Reihneitsgebot questo il nome della legge, è tuttora in vigore in Germania
e poichè si rifaceva ad un Editto del 1497 del duca Alberto IV di Baviera
possiamo ben dire che è da oltre cinque secoli che è documentata limportanza
dellorzo
come cereale nella produzione della birra. Le prime
coltivazioni di cereali possono essere fatte risalire al 10.000 A.C., quindi
possiamo affermare che lattenzione che luomo rivolge allorzo come materia
prima per la produzione della birra è millenaria. Esistono diversi tipi di
orzo, si classificano in orzi distici e orzi polistici.
Gli orzi polistici si
dividono in esastici e tetrastici; tutti e due hanno sei chicchi per internodo
e
tutti i fiori sono fecondi ma si dice tetrastico perché morfologicamente i
chicchi tendono a sovrapporsi per cui sembra che siano soltanto quattro. Lorzo
da birra è lorzo distico (Hordeum disticum) perché è lorzo
che dà i
chicchi più uniformi e grossi e che hanno un andamento molto più regolare in
maltazione rispetto agli orzi polistici. In Europa prevalentemente si usa lorzo
distico, mentre negli Stati Uniti è abbastanza diffuso luso degli orzi
polistici. In Italia la coltivazione dellorzo distico fu introdotta intorno
al
1930, perché prima il malto veniva acquistato prevalentemente dallAustria,
dalla Boemia e dalla Baviera. Questi Paesi adottarono poi un provvedimento
che
vietava lesportazione dellorzo che veniva maltato in Italia imponendo
lacquisto del malto finito ad un prezzo più alto. I primi tentativi di
coltivazione in Italia dellorzo furono un insuccesso per le differenze di
clima, mentre oggi nel meridione abbiamo coltivazioni di orzo ottimo per la
maltazione.
Lorzo è il cereale da sempre più idoneo per la produzione della
birra per diverse ragioni: nel corso della germinazione produce una quantità di
enzimi maggiore rispetto agli altri cereali, il seme dellorzo è protetto dalle
glumelle e questo è un aspetto morfologico estremamente importante perché
significa che il seme è protetto dagli urti, da tutti i danneggiamenti cui
potrebbe andare incontro. La composizione chimica dellorzo, considerando le più
importanti classi di composti (amidi, proteine e grassi), è la più conveniente
fra tutti i cereali per la produzione della birra. Ci sono certi cereali che
contengono più amido dellorzo ma contengono troppi grassi o hanno pochi enzimi,
è quindi chiaro che bisogna considerare il profilo completo del seme. Altro
elemento consiste nel fatto che lorzo è una pianta rustica, può essere
coltivata in climi estremamente differenti con caratteristiche del suolo molto
diverse e quindi ha trovato un areale di diffusione della coltivazione molto più
ampia rispetto ad altri cereali. La maltazione serve a indurre la sintesi degli
enzimi che serviranno a degradare le grosse molecole che sono presenti
nellendosperma del seme, produrre sostanze nutritive che sono indispensabili
per il lievito, formare sostanze importanti per il colore e laroma, rimuovere
sostanze indesiderabili, quali ad esempio il dimetilsolfuro che viene
allontanato nel corso dellessiccamento.

Nella foto grani di malto d'orzo
La maltazione consiste in tre fasi:
1. La bagnatura durante la quale i
semi vengono lavati eliminando frammenti di paglia, semi rotti e altri corpi
estranei. Il seme quando arriva in malteria contiene circa un 12-14% di umidità;
non deve superare questi valori perché nel corso dello stoccaggio potremmo avere
problemi di infestazione di insetti e/o muffe. Laumento dellumidità nella fase
di bagnatura è importante per lattività enzimatica: tanto più il seme è umido
tanto più intensa sarà la sua attività enzimatica in fase di germinazione. Al
termine della fase di bagnatura il seme rigonfio dacqua contiene circa il
44-46% di umidità.
2. La seconda fase della maltazione è la germinazione
dellorzo, durante la quale si verifica, in seguito ad una stimolazione
ormonale, la biosintesi, cioè la formazione di enzimi idrolitici, ovvero enzimi
che degradano le grosse molecole complesse; laumento di umidità allinterno
dellembrione fa scattare "linterruttore", lembrione comincia a produrre
ormoni che vengono inviati in una zona periferica del seme (strato aleuronico)
da cui comincia la sintesi e il rilascio di enzimi verso lendosperma amidaceo
per degradare lamido. Il risultato dei punti 1 e 2 è la trasformazione
dellorzo in malto. Per riconoscere un seme dorzo da un chicco di malto che in
apparenza possono sembrare identici, si può valutare la friabilità del malto,
data dalla parziale degradazione, modificazione del suo endosperma. I malti
possono essere più o meno modificati: più la germinazione è spinta, più
lendosperma del seme è modificato, e maggiore è stata la disgregazione
dellamido e di altri polimeri complessi.
3. Terza e ultima fase del
processo di maltazione è lessiccamento, in cui il primo obiettivo è ovviamente
quello di ridurre la concentrazione dellacqua; nel corso dellessiccamento, per
effetto del calore, abbiamo la formazione di sostanze aromatiche e coloranti; a
seconda di come viene programmato il ciclo di essiccamento possiamo favorire più
o meno la formazione di queste sostanze aromatiche. Chiaramente non è sempre
possibile mantenere lattività enzimatica. Più è intenso il trattamento termico
di essiccamento tanto minore sarà il patrimonio enzimatico del malto finale. Al
termine dellessiccamento, per ragioni non ancora del tutto chiare il malto deve
"riposare" almeno tre, quattro settimane; se il malto viene usato subito dopo
lessiccamento non si ottiene una buona birra.
Riepilogando si può dire che la maltazione ha inizio con lidratazione del seme, seguita dallo sviluppo embrionale, la produzione di ormoni nellembrione, la sintesi di enzimi in seguito a stimolazione ormonale, la diffusione di questi enzimi e la modificazione dellendosperma caratterizzata dalla degradazione di beta-glucano (polimero del glucosio), della matrice proteica e dei granuli di amido. Questa successione ha un senso perché i granuli di amido non possono essere degradati se prima non vengono "abbattuti i muri" che proteggono questi granuli di amido. Un ciclo di maltazione richiede mediamente sette giorni.
Il contenuto in sostanze estrattive
del malto è una misura della resa del malto calcolata sul tal quale. La dizione
"estratto SS%" significa che la resa è stata calcolato sulla sostanza secca,
cioè detraendo lumidità; utile soprattutto se si vuole conoscere la resa in
estratto di due malti con umidità diverse.
La misura della viscosità è
indirettamente uninformazione sul contenuto in beta-glucani
composti che possono causare
intorbidamenti nel corso della filtrazione, ma anche nella birra stessa.
Il
contenuto proteico del malto non deve essere alto, perché altrimenti potremmo
avere intorbidamenti e problemi di instabilità chimico-fisica nella birra esso
viene normalmente calcolato sulla sostanza secca.
Il malto di frumento
Il frumento è un cereale che subisce il processo di maltazione tipico dell'orzo. Ci sono però, alcuni elementi da tenere in considerazione per prevenire i problemi che si possono presentare quando si usa il frumento per birrificare. I chicchi di frumento sono più corti e più tozzi di quelli dell'orzo. Quando si macina il frumento dobbiamo regolare attentamente il mulino, per evitare la polverizzazione dei chicchi che porta ad avere troppa farina nella fase di ammostamento e dare problemi di impaccamento in fase di filtrazione. Non ci dovrebbero essere né polveri, né grani intatti nella farina post-macinazione. Il chicco di frumento arriva "nudo" in birreria non ha cioè, le glumelle che nell'orzo sono fortemente aderenti al seme, viene così a mancare un componente essenziale per la formazione di un letto di trebbie utilizzabile per la filtrazione. Per l'ammostamento e la filtrazione delle Weizen, le difficoltà cresceranno in relazione alla percentuale di frumento usato.

Nella foto malto di frumento: rispetto al malto d'orzo esso è più piccolo e tozzo, inoltre è possibile notare che mentre l'orzo è un seme "vestito" il frumento è privo delle glumelle esterne che in natura hanno la funzione di proteggere il seme ma che hanno un'importanza fondamentale anche a livello tecnologico nella filtrazione del mosto.
Nel brew-pub vengono utilizzati
malti di produzione tedesca della Durst-malt (Pilsner, Monaco, Weizen) e della
Weyermann Speciality malting Co.(cara-pils, cara-munich,
melanoidin).
Arrivano in birreria in sacchi da 25 kg importati e distribuiti
dalla ditta Mr.Malt con un costo medio di 22 euro a sacco.
3.4 I succedanei
I succedanei, che per la
legislazione italiana possono arrivare sino al 40% in peso del totale delle
granaglie, vengono impiegati soprattutto per ridurre i costi di produzione.
Questi sono per lo più cereali non maltati (sotto forma di fiocchi, "rotture",
semole e farine) ma possono anche essere sostanze zuccherine (sciroppi). I
cereali maggiormente impiegati sono il mais, il frumento e il riso.
I
succedanei non avendo subito la germinazione, sono privi degli enzimi necessari
alla saccarificazione, perciò questa avviene esclusivamente ad opera degli
enzimi del malto.
Il loro impiego è giustificato dal fatto che i succedanei
apportano al mosto solo minime quantità di azoto riducendo così la
concentrazione totale delle proteine, con effetti positivi sulla stabilità
colloidale della birra finita. Il malto impiegato per la saccarificazione dei
succedanei deve quindi possedere elevata capacità amilolitica e proteolitica,
oltre ad un giusto contenuto in proteine (11-12%) e di azoto solubile(circa 500
mg/L), necessario al metabolismo del lievito ed alla formazione di schiuma con
buona tenuta.
Nel brew-pub non vengono utilizzati succedanei.
3.5 Il
luppolo
Cenni storici sulla
coltivazione del luppolo
Il luppolo era noto agli antichi egizi che lo utilizzavano come erba medicinale. Veniva usato per curare i lebbrosi. Plinio il Vecchio (23-79 DC) paragona il luppolo ad un lupo essendo nocivo per lalbero come un lupo per un gregge di pecore... . Un documento del 736 fa riferimento ad una coltivazione di luppolo nellHallertau (Baviera). E impossibile indicare con precisione quando e dove il luppolo sia stato utilizzato per la prima volta per produrre birra. Il primo sicuro riferimento storico risale comunque al 1079 e viene dalla Germania. Il luppolo ha cominciato a sostituire lentamente il gruit (miscela di erbe) in Germania a partire dal 1300.Lipotesi più attendibile è che i monaci, sperimentando nuove erbe per migliorare le loro birre, abbiano casualmente scoperto le proprietà del luppolo. Il luppolo fece la sua comparsa per la prima volta in Gran Bretagna verso il 1400, probabilmente importato da lavoratori fiamminghi i quali non gradivano la forte, dolciastra e densa Ale inglese. Per quasi due secoli luso del luppolo è stato duramente osteggiato in Gran Bretagna (fu proibito anche da Enrico VIII) e solo nel 1554 un atto del Parlamento ne legalizzò la coltivazione. A partire dal XVIII secolo il luppolo si è diffuso in tutta Europa e in alcuni paesi è stato anche espressamente vietato luso di qualsiasi erba diversa dal luppolo (Reinheitgebot, legge della purezza del 1516 in Germania).Lorigine è in realtà incerta ma si ipotizza che le prime specie di luppolo siano apparse in Asia e che da lì si siano diffuse in direzione est verso il nord-America e ovest verso lEuropa. Polline di luppolo è stato scoperto in alcuni siti archeologici in Inghilterra risalenti al 3000 A.C.
Varietà più diffuse di
luppolo
Varietà aromatiche
Cascade
Fuggles
Hallertau Mitterfruh
Hallertau
Tradition
Hersbrucker
Perle
Saaz
Spalter
Select
Tettnanger
Strisselspalter
Willamette
Mount
Hood
Varietà amaricanti
Brewers
Gold
Cluster
Chinook
Galena
Hallertau Magnum
Northern
Brewer
Nugget
Target
Taurus

Nella foto coni di luppolo
Il luppolo (Humulus lupulus
L.)
appartiene alla famiglia delle Cannabinaceae che comprende, oltre al genere
Humulus, anche il genere Cannabis con le due specie C. sativa e C. indica
(rispettivamente canapa e marijuana).Il genere Humulus comprende altre specie
(americanus, japonicus) di nessun interesse pratico ma solo ornamentale.Il
luppolo è una pianta dioica (piante maschili e femminili) per la produzione
della birra, si utilizzano solo le infiorescenze femminili (coni del luppolo)
chiamate strobili. Nel corso della maturazione, nella parte inferiore delle
bratteole si formano, secrete da speciali ghiandole, particelle resinose di
colore giallo costituenti la cosiddetta luppolina contenente i principi attivi
utilizzati per la produzione della birra mentre le piante femminili contengono
abbondante luppolina le piante maschili ne sono molto povere. E' una pianta
erbacea perenne e rampicante e quindi per la coltivazione necessita di strutture
di sostegno. I suoli devono essere preferibilmente a reazione neutra, profondi e
permeabili, leggeri o a medio impasto. Il sistema radicale è molto sviluppato
per consentire un rapido assorbimento di acqua. La pianta ha una elevata
richiesta idrica durante il periodo estivo. Dalla cosiddetta ceppaia (organo
sotterraneo perenne) si originano numerosi getti annuali che necessitano di un
sostegno. I germogli crescono inizialmente verticalmente per poi avvolgersi a
spirale (in senso orario) sul tutore. Subito dopo la raccolta il luppolo viene
conferito allessiccatoio dove lumidità viene ridotta dall80% a circa
l8-12%.La temperatura di essiccamento non deve superare i 50°C-60°C al fine di
evitare alterazioni dei principi attivi del luppolo. Limpiego di anidride
solforosa, utilizzata durante lessiccamento per conservare meglio il prodotto e
il colore, è meno frequentemente effettuato rispetto al passato. Al termine
dellessiccamento il luppolo viene pressato e confezionato in grossi sacchi. Il
luppolo può essere fecondato quindi con la presenza di semi come viene fatto
tradizionalmente in Gran Bretagna così il cono diventa più grande oppure, si
possono coltivare solo le piante femminili con una peggiore resa, ma un più
elevato contenuto di alfa-acidi e minor contenuto di acidi
grassi.
Il luppolo conferisce alla birra il caratteristico sapore amaro e contribuisce al suo profilo aromatico, ha un'azione antisettica e antiossidante grazie ad alcuni dei suoi costituenti, contribuisce alla sanitizzazione del mosto grazie alla sua attività antibatterica, favorisce la precipitazione di composti insolubili riducendo i fenomeni di intorbidamento, migliora e aumenta la stabilità della schiuma. Si possono riassumere le sostanze contenute nei coni del luppolo dividendole in sostanze amare, sostanze aromatiche, polifenoli e proteine.
Caratteristiche compositive del luppolo:
Composti
più importanti |
Concentrazione % |
| alfa-acidi | 2-17 |
| beta-acidi | 2-10 |
| olii essenziali | 0.5-3 |
| polifenoli e tannini | 3-6 |
| proteine | 15 |
| cellulosa e lignina | 40-50 |
| ceneri e sali minerali | 10 |
| acqua | 8-12 |
Le sostanze amare si dividono in resine dure, che aumentano per effetto dell'ossidazione nel tempo, e resine molli, formate da alfa-acidi e beta-acidi. Gli alfa-acidi sono 9 volte più amari della frazione beta e si chiamano alfa perché scoperti prima dei beta, hanno una bassa soglia di percezione pari a 6 mg/L. L'amaro dipende soprattutto dalla isomerizzazione degli alfa acidi in iso-alfa acidi che si ottiene da una prolungata cottura che è influenzata dalla temperatura, dal pH (optimum circa 9-10), dalla forma in cui il luppolo è aggiunto, dalla durata della cottura, dalla quantità di alfa-acido e dal grado saccarometrico, dalla presenza di calcio e di magnesio. Queste sostanze hanno inoltre attività antimicrobica e migliorano la durata della schiuma. Anche il rapporto tra il contenuto in alfa-acidi e beta-acidi è importante. Un luppolo ricco in frazione beta, a parità di contenuto in alfa dà una birra più amara all'assaggio.
Le sostanze aromatiche sono gli olii essenziali del luppolo che rappresentano lo 0.5-3% del peso dei coni essiccati e sono caratterizzati per la maggior parte da elevata volatilità. Sono stati individuati circa 300 diversi composti suddivisibili in una frazione apolare (idrocarburi, circa il 40-80%) e una polare costituita da idrocarburi ossigenati e contenenti zolfo. La frazione idrocarburica consiste principalmente di mircene (monoterpenico), cariofillene, umulene e in certi casi anche farnesene (sesquiterpenici) importanti sono anche alcoli quali il linalolo e il geraniolo (note floreali). Molti esteri sono responsabili delle note fruttate (es. isobutirrati)
I polifenoli sono il 2-5% e danno gusto astringente. Si legano alle proteine e le fanno precipitare ed inoltre combinandosi con sali di ferro formano composti di colore scuro che nella birra influiscono sulla torbidità, sul colora e sul gusto. Varietà diverse per effetto delle sostanza aromatiche e tanniche (soprattutto a basso peso molecolare con effetto antiossidante) danno, a parità di amaro calcolato analiticamente, birre con caratteristiche organolettiche diverse.
Proteine rappresentano il 12-20% della sostanza secca di cui il 30-50% si solubilizzano nella birra.
Esistono diversi tipi di luppolo quelli aromatici (contenuto in -acidi compreso tra 3.5 e 5.2%) e quelli amaricanti (contenuto in -acidi maggiori del 5%).I primi vengono aggiunti alla fine della cottura per non perdere tutti gli aromi, i secondi, invece devono subire un intenso trattamento termico per consentire la isomerizzazione degli alfa-acidi in iso alfa-acidi.
Gli anglo-sassoni utilizzano i termini kettle hopping, late hopping e dry hopping per descrivere i diversi momenti della fase del processo in cui il luppolo può essere aggiunto.
Kettle hopping: è laggiunta, durante la cottura, di luppolo amaricante da cui dipende quasi completamente lamaro finale della birra. Il luppolo viene aggiunto a circa 10 dallinizio della cottura. La quasi totalità degli olii essenziali del luppolo vengono persi e quindi il contributo di questo luppolo allaroma della birra è trascurabile. Nelle birre industriali i derivati del luppolo preisomerizzati (estratti, pellets) vengono aggiunti non necessariamente nelle fasi iniziali del processo.
Late hopping: è la tradizionale aggiunta di luppoli aromatici a pochi minuti dalla fine della cottura (5-10). Nonostante lutilizzo tardivo cè una sostanziale perdita di olii essenziali (stimata in alcuni autori pari a oltre il 95%). I composti che rimangono subiscono delle reazioni chimiche che ne modificano la struttura e che portano alla comparsa di un aroma nella birra diverso da quello originario del luppolo.
Dry hopping: è laggiunta di luppoli aromatici in post-fermentazione per affinare laroma della birra. Nel dry hopping gli olii essenziali non subiscono leffetto delle alte temperature e quindi laroma che si ottiene nella birra è quello che più si avvicina a quello originario del luppolo. Si sono diffusi negli ultimi anni gli olii di luppolo ottenuti per estrazione e usati in alternativa al luppolo intero. Il dry hopping è diffuso soprattutto in Gran Bretagna nella produzione delle tradizionali ales (conditioned cask ales)
Le principali unità di misura utilizzate per l'amaro della birra e del luppolo sono almeno quattro:
AAU (Alpha Acid Units)
HBU
(Homebrew Bitterness Units)
BU (Bitterness Units)
IBU (International
Bitterness Units)
Mentre lAAU e lHBU sono calcolati moltiplicando il peso del luppolo per il loro contenuto in alfa-acidi, lIBU e BU includono nel calcolo il tempo di cottura e si riferiscono allamaro finale della birra. La quantità di iso-alfa-acidi nella birra viene espressa in IBU (International Bitterness Units) che corrispondono approssimativamente ai mg/L di iso-alfa-acidi presenti.

Nella foto luppolo in pellets
Il luppolo
tal quale presenta
alcuni aspetti che ne limitano la praticità duso. E infatti molto leggero
(sacchi di luppolo compresso ed essiccato pesano solo 100-150 kg/m3) e contiene
la luppolina che essendo molto appiccicosa rende il prodotto non facilmente
manipolabile. Questi aspetti fanno si che il dosaggio automatico del luppolo,
ormai molto diffuso nelle grandi birrerie, diventi difficilmente gestibile.
I derivati del luppolo consentono di:
Aumentare la stabilità del
luppolo durante lo stoccaggio
Concentrare i composti importanti per la
birra.
Aumentare lefficienza dellutilizzazione del luppolo.
Ridurre i volumi (minori problemi di magazzinaggio)
Derivati non isomerizzati:
1. luppolo t.q. confezionato a
pressioni più alte,
2. pellets (type 90),
3. pellets (type 45),
4.
pellets (type 100) o plugs (solo per homebrewing),
5. pellets stabilizzati,
6. estratti di luppolo.
Derivati
isomerizzati:
1. pellets,
2. IKE (Isomerised Kettle Extracts),
3.
estratti di luppolo,
4. estratti di luppolo ridotti.
Oli di luppolo:
1. estratti ricchi di olio di
luppolo,
2. olio di luppolo puro,
3. emulsione di olio di luppolo,
4. oli di luppolo frazionati.
Il luppolo una volta confezionato, ha tre nemici il tempo, la temperatura e lossigeno. Il decadimento qualitativo ha inizio nel momento in cui il cono di luppolo viene raccolto e inviato allessiccamento. I composti che più interessano la birra, cioè gli alfa-acidi e gli oli essenziali, vanno incontro a un più o meno rapido declino a causa dei fattori appena considerati (tempo, temperatura, ossigeno) e in funzione delle caratteristiche varietali. E noto infatti che alcune varietà di luppolo sono molto più resistenti di altre durante il periodo di stoccaggio. La velocità di deterioramento del luppolo raddoppia per ogni 15°C di aumento della temperatura. Laria provoca lossidazione degli alfa-acidi e alcuni di questi prodotti dellossidazione presentano un caratteristico odore di formaggio, tipico dei luppoli vecchi. Questi composti inoltre non vengono isomerizzati e non sono amari. Anche gli alfa-acidi subiscono una ossidazione dando origine a dei composti dal sapore amaro che in parte compensano le perdite in alfa-acidi. A parità di condizioni di conservazione alcune varietà di luppolo perdono molti più alfa-acidi di altre. Ogni varietà di luppolo contiene infatti diverse concentrazioni di antiossidanti naturali e presentano anche diverse permeabilità allaria della membrana che circonda la luppolina. Un test abbastanza comune per valutare la conservabilità del luppolo è la misura del contenuto in alfa-acidi ancora presenti dopo un periodo di 6 mesi a 20°C.
Nel brew-pub vengono utilizzati
luppoli esclusivamente in pellets. Si utilizzano l' Hallertau Hersbrucker in
pellets type 90 con alfa-acidi al 3-5% lo Spalt 4-6% di produzione tedesca
e il
Saaz di produzione ceca con alfa acidi al 3-5% sono distribuiti dalla ditta
Mr.Malt al costo medio di 7 euro per 250 grammi. Vengono utilizzati in talune
ricette anche le varietà di luppolo tipo Perle e Brewer's
gold.
3.6 Il lievito
Il lievito è un microrganismo eucariota, eterotrofo, un fungo unicellulare che presenta discrete capacità di adattamento a condizioni ambientali diverse e può vivere sia in aerobiosi che in anaerobiosi, cioè sia in presenza che in assenza di ossigeno. Il lievito possiede una capacità che è molto importante per chi si occupa di birra e, in generale, di fermentazioni ed è quella di trasformare gli zuccheri prevalentemente in alcol e anidride carbonica. Si hanno poi un numero enorme di composti cosiddetti secondari, che hanno una minore importanza dal punto di vista quantitativo rispetto all'etanolo e alla che il lievito produce, ma che sono fondamentali per il gusto e l'aroma della birra. Il lievito è responsabile della presenza di circa 400 composti, che possono essere più o meno volatili e che quindi possono essere più o meno percepiti all'olfatto e che possono essere coinvolti nella formazione di quelle che sono le caratteristiche organolettiche della birra.
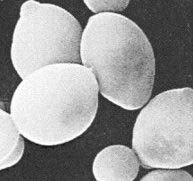
Nella foto cellule di lievito, osservando per alcune è possibile notare la gemmazione in corso
Il lievito è uno
dei fondamentali ingredienti che concorrono alla formazione e alle
caratteristiche finali della birra.
Una cellula di lievito ha una dimensione
che è compresa tra i 5 e i 10 micron, una dimensione cellulare quindi,
abbastanza ragguardevole se paragonata a quella delle cellule batteriche che
hanno dimensioni intorno a 0,5-2 micron: queste caratteristiche sono importanti
durante le fasi tecnologiche di produzione ad esempio nella filtrazione.
Il
genere dei Saccharomyces che letteralmente vuol dire fungo dello zucchero,
ha le sue specie in Saccharomyces carlsbergensis e Saccharomyces cerevisiae
per indicare rispettivamente i lieviti a bassa fermentazione e quelli ad alta
fermentazione.Questa terminologia
è tuttora in uso nell'ambiente birrario, ma non del tutto corretta. Analizzando
la cronologia
della nomenclatura dei
lieviti, vediamo che fino al 1970 c'era una suddivisione delle specie di
Saccharomyces, che venivano considerate a sé stanti; dal 1984 i cerevisiae
uvarum (carlsbergensis) vengono inclusi nella stessa specie. Sarebbe quindi
corretto dire Saccharomyces cerevisiae razza fisiologica cerevisiae per indicare
i lieviti di alta fermentazione, Saccharomyces cerevisiae razza fisiologica
uvarum o carlsbergensis per indicare i lieviti di bassa fermentazione. La
sinonimia che spesso si trova sui libri tra Saccharomyces carslbergensis
e Saccharomyces uvarum nasce dal fatto che le due specie furono già nel '52
riunite nella specie uvarum. Una cosa analoga succede nel caso dei batteri
lattici, contaminanti in birreria, e appartenenti al genere Pediococcus. In
birreria si usava parlare di "sarcine", un termine che da un punto di vista
sistematico, non è più valido, ma che resta d'uso corrente per indicare
una specifica causa di infezione.
Il lievito può svilupparsi sia in presenza che
in assenza di ossigeno fenomeno chiamato "effetto Pasteur": in presenza di
ossigeno il lievito si moltiplica mentre in assenza di ossigeno la
moltiplicazione è bassa e si ha fermentazione. Tramite la fermentazione il
lievito, partendo dal glucosio o da altri zuccheri produce ed alcol etilico,
se
siamo in presenza di ossigeno si attivano altri cicli metabolici che portano
alla produzione di , acqua e di ATP.
Il rendimento energetico della
fermentazione (2 ATP) è molto più basso rispetto al rendimento energetico del
metabolismo aerobico (38 ATP), il lievito è costretto a moltiplicarsi e
sopravvivere in ambiente anaerobico, però il rendimento energetico che ne deriva
è molto più basso, si può dire che essa è una condizione che il lievito non
gradisce ma utilizza per sopravvivere anche producendo etanolo che per il
lievito stesso è un catabolita tossico. Prima della attività fermentativa
dobbiamo garantire al lievito una certa disponibilità di che consenta la sintesi
di acidi grassi ed erosterolo, il mosto deve quindi essere arieggiato affinché al
momento dell'inoculo il lievito possa effettuare le biosintesi necessarie.
I lieviti che richiedono molto
ossigeno sono i più difficili da gestire a causa della bassa solubilità dello
stesso nel mosto. Il lievito necessita di un insieme di sostanze nutritive che
possono supplire a quelle che sono tutte le sue richieste e le sue esigenze
nutrizionali. Il lievito utilizza gli zuccheri fermentescibili come maltosio,
maltotrioso, saccarosio, glucosio e fruttosio. Esso necessita di azoto in forma
ammoniacale, amminoacidi assimilabili, vitamine, lipidi
per il processo di biosintesi della membrane cellulare ed
ovviamente, acqua.
Gli ioni inorganici cioè i sali minerali, quali magnesio,
zinco, manganese e altri permettono, regolando l'attività enzimatica, il
corretto svolgimento delle reazioni metaboliche.
L'alcol etilico, l'anidride
carbonica e il glicerolo sono presenti in concentrazioni dell'ordine dei grammi
per litro. L'alcol etilico e l'anidride carbonica sono importanti per il gusto e
l'aroma della birra, assaggiando delle birre a 6° alcolici, a 3°, o a 8° esse
saranno completamente diverse a dimostrazione del fatto che l'alcol è
fondamentale per il gusto della birra. Non si può pensare che le caratteristiche
organolettiche di una birra possano prescindere dalla sua concentrazione di
alcol e ovviamente di anidride carbonica.
In concentrazioni dell'ordine dei
mg/L, ci sono quei composti quali alcoli superiori, esteri e poi in
concentrazioni di microgrammi per litro (pari a un milionesimo di grammo, quindi
1
millesimo
di
mg) composti come il diacetile, l'acido solfidrico e il dimetilsolfuro, importanti
anche se presenti in concentrazioni molto basse. I composti che contengono zolfo
possono essere prodotti dal metabolismo del lievito, anche se la loro origine
dipende soprattutto dal processo di essiccamento del malto. Uno dei prodotti
della fermentazione che l'industria della birra deve tenere in considerazione è
il diacetile. Esso è l'aroma caratteristico del burro ed è indesiderato, ha una
soglia olfattiva molto bassa (0.15 mg/L).
Nelle birrerie la fase di
maturazione viene monitorata proprio seguendo l'andamento del diacetile. Altro
composto da tenere in considerazione è il dimetilsolfuro, che noi troviamo
presente nella birra, proviene prevalentemente dal malto, ma può essere anche un
prodotto del metabolismo del lievito. Il dimetilsolfuro (DMS) è il composto che
gli anglosassoni considerano caratteristico delle lager e ha un odore
paragonabile a quello del mais dolce. I lieviti a bassa fermentazione,
utilizzati per la tipica birra lager, "lavorano" tra i 7°C e i 14-15°C mentre i
lieviti ad alta fermentazione dai 15°C ai 23-24°C. La produzione di esteri e
alcoli superiori è molto influenzata dalla temperatura tanto più alta è la
temperatura tanto più è la produzione di questi composti secondari.
Nel brew-pub vengono utilizzati
lieviti sia ad alta che a bassa fermentazione.
Vengono utilizzati dei lieviti
secchi lo Yeast safbrew S-33, lo Yeast Safale s-0.4 per le alte fermentazioni,
Yeast Saflager w-34-70 per le basse fermentazioni in confezioni da 11.5
grammi.
Per la birra Weizen viene utilizzato un lievito liquido della ditta
Wyeast in buste da 125 mL.
4. FASI DEL PROCESSO TECNOLOGICO
Il processo di produzione si può distinguere nelle seguenti fasi:
- Macinazione
-
Ammostamento
- Filtrazione
- Cottura
- Aggiunta del lievito
-
Fermentazione
- Maturazione
- Confezionamento
4.1 Macinazione
Con il processo di macinazione
si vuole sono aumentare la superficie di contatto dell'endosperma amilaceo con
l'acqua per favorire le reazioni enzimatiche e i fenomeni estrattivi.
Questa
operazione condotta nel modo ideale dovrebbe mantenere le glumelle il più
intatte possibile e ottenere una farina dall'endosperma amilaceo non
eccessivamente fine: una farina troppo fine rende meno poroso il letto di
trebbie e il processo di filtrazione dura più a lungo.
Il prodotto della macinazione
dovrebbe contenere un endosperma ridotto a piccole particelle di dimensioni
uniformi ma con poca farina eccessivamente fine, nessun seme intero, glumelle
quasi intatte senza endosperma attaccato.
La macinazione può essere attuata
con tre sistemi diversi:
- A secco: sul malto tal quale. Il glume secco si
frammenta facilmente ottenendo particelle piccole così che la friabilità dei
frammenti viene ridotta.
- A umido: si umidifica il malto prima di macinarlo
a un contenuto di umidità del 25-30%.In questo modo le glumelle risultano più
elastiche e resistono allo schiacciamento durante la filtrazione. Bisogna porre
attenzione a non umidificare troppo perché altrimenti l'endosperma viene
schiacciato fuori dalle glumelle e non macinato. Non è possibile stoccare il
malto umidificato.
- Metodo intermedio a vapore

Nella foto il mulino del "Vecchio Birraio" esso lavora a secco, i grani vengono introdotto interi dall'alto e raccolti con dei sacchi dal fondo, dopo essere stati macinati.
Anche il tipo di malto è importante nella macinazione: un malto ben disgregato non oppone resistenza alla macinazione perché è più friabile (si ottiene una buona percentuale di farina e semola separate dalla crusca) mentre da un malto mal disgregato si ottiene una semola molto grossa che dà problemi poiché la superficie di contatto acqua-endosperma è ridotta notevolmente. I mulini utilizzabili possono essere a diversi numeri di rulli da due fino a sei provvisti di vibrovagli per uniformare la granulometria delle farine.
Nel brew-pub il mulino lavora a
secco. Dopo aver pesato la varie quantità di malti, questi vengono rovesciati
nel cassone di aspirazione posto sopra le macine. Il prodotto ottenuto è una
polvere di diversa granulometria.
La miscela viene macinata, raccolta in
sacchi e portata al piano di sopra nella sala di cottura.
4.2
Ammostamento
Il fine di questo processo è quello di portare in soluzione le sostanze solubili del malto per ottenere un mosto con corretta disponibilità di zuccheri fermentescibili, destrine, sali minerali e composti azotati. Ciò che non solubilizza come cellulosa, proteine ad alto peso molecolare, rimane alla fine come trebbie.
Obiettivi:
1. Disciogliere le
sostanze presenti nella materia prima che sono solubili. Si tratta solo del
10-15% del peso del malto e sono il prodotto della degradazione
avvenuta durante
il maltaggio
2. Rendere solubili, attraverso l'azione degli enzimi, le
sostanze insolubili all'origine
3. Modificare le strutture chimiche delle
sostanze costituenti la materia prima attraverso l'azione degli enzimi.
Con estratto secco si indica la quantità di sostanze disciolte espresse convenzionalmente come saccarosio (1 g. di saccarosio in 100 g di soluzione sono pari ad 1° Plato).
La dissoluzione delle sostanze estrattive avviene con l'azione combinata di fattori fisici e biochimici fortemente condizionati da:
- Caratteristiche composizione
dell'acqua,
- Qualità materia prima,
- Dal pH della miscela,
- Rapporto
acqua-macinato,
- Diagramma tempo-temperatura ,
- Caratteristiche
costruttive della caldaia e del tino di miscela.
Una volta gelatinizzato, l'amido è maggiormente attaccabile dagli enzimi e di fatto, la maggiore quantità di estratto si ottiene dall'attività degli enzimi. Durante l'ammostamento è importante portare la miscela di farina e acqua a valori di temperatura favorevoli alla degradazione operata dagli specifici enzimi. Questo viene ottenuto con opportune soste a determinate temperature; successivamente la temperatura viene aumentata fino alla quasi completa denaturazione degli enzimi.Poi si procede alla separazione del mosto delle trebbie.
Temperature ideali per le
reazioni enzimatiche.
Soste di peptonizzazione.
45°C: attività delle proteasi su proteine a più basso peso molecolare (sostanze nutrienti per il lievito)
50°C incomincia anche l'attività amilolitica.
55°C: attività delle proteasi su proteine a più alto peso molecolare, si formano prevalentemente prodotti di degradazione ad alto peso molecolare (schiuma, gusto, pienezza della birra, torbidità)
Soste di saccarificazione.
60°C: attività massima delle beta-amilasi che convertono l'amido in zuccheri fermentescibili.
65°C: a questa temperatura le due amilasi lavorano in sintonia. Si ottiene un mosto ben bilanciato in zuccheri fermentescibili e no.
70°C: l' -amilasi ha qui il suo
ottimo di temperatura e converte principalmente l'amido in destrine.
Un
prodotto ottenuto sostando solo a questa temperatura presenterebbe un'elevata
pastosità e pienezza ma un grado alcolico relativamente
basso.
76°C: liquefazione che riduce la
viscosità del mosto facilitando la successiva filtrazione del mosto.
Vengono
inattivate le -amilasi mentre le beta-amilasi sono ancora parzialmente
attive.
78°C: questa è la temperatura
dell'acqua utilizzata per il lavaggio delle trebbie.
Vengono inattivati la
maggior parte degli enzimi; è comunque la cottura fino allebollizione (T=100°)
che distrugge ogni attività residua.
Attività degli enzimi.
alfa-amilasi: scinde amilosio e amilopectina in catene più corte (la viscosità diminuisce).Le destrine contengono 7-12 residui di glucosio.Si tratta di un endoenzima ad azione random. Le temperature di lavoro sono 72-75°C, di disattivazione 80°C e il pH 5.6-5.8.
beta-amilasi: attacca dalla parte non riducente le catene e stacca molecole di maltosio (viscosità cala lentamente).Attacca anche le destrine prodotte dalle -amilasi. E' un esoenzima. La temperatura di lavoro è di 60-65°C, disattivazione a 70°C e pH ottimale di lavorazione 5.4-5.5.
I prodotti che si ottengono dall'azione di questi due enzimi sono: maltosio, glucosio, maltotriosio e destrine limite. Queste ultime si ottengono poiché le amilasi citate non scindono i legami alfa-1,6 ma solo gli alfa-1,4. In soluzione si trova anche un enzima capace di scindere i legami alfa-1,6 ma la sua temperatura di disattivazione è bassa (65°C) e perciò non è attivo durante la saccarificazione.
Endo-beta-glucanasi: attacca il -glucano che può dare problemi alla filtrazione. Il beta-glucano è un polimero del glucosio (75% legami -1,4 e 25% legami -1,3). L'azione dell'enzima si ha a 45-50°C. Un problema è dato dal fatto che a 60-65°C si ottiene ancora -glucano dalla scissione dei legami con le proteine dovuta alla beta-glucansolubilasi che resiste alle alte temperature; questo beta-glucano resta in soluzione poiché la endo-beta -glucanasi è già inattivata a 55°C.
Proteasi: producono sostanze indispensabili al lievito ed inoltre contribuiscono alla stabilità della schiuma. Lavorano bene a 45°C (a basso peso molecolare) e 55°C (a più alto peso molecolare) ma comunque anche temperature più alte non ne impediscono l'azione.
Fosfatasi: libera il fosfato organico legato. Il fosfato si lega al calcio e aiuta ad abbassare il pH.
I mosti più sono concentrati più proteggono gli enzimi dall'inattivazione termica (protezione colloidale da parte dei solidi sospesi e dalle sostanze disciolte).
Principali parametri da considerare durante l'ammostamento sono il tempo, il pH ed il rapporto acqua/farine.
Tempo
In funzione del pH del
mosto, del rapporto acqua/farine e della temperatura, il tempo richiesto per
completare il mashing può andare da 30 a 90 min
Con temperature,
concentrazioni e pH più alti viene favorita lalfa-amilasi e la conversione
dellamido può essere completata in 30 min
Temperature più basse, mosti
più diluiti e pH più bassi tendono a dare mosti con attenuazione limite più
elevata (maggiore attività beta-amilasica) ma con tempi di ammostamento più
lunghi
pH
Per le beta-amilasi loptimum di pH è circa 5.3-5.4 mentre
per le alfa-amilasi è di circa 5.6-5.7
Il pH può essere corretto
(abbassato) o trattando lacqua prima dellammostamento o intervenendo
direttamente sul mosto
La diminuzione del pH può essere ottenuta
acidificando (es. con acido lattico, solfato o cloruro di calcio), con sosta
acida, utilizzando del malto acido o malti scuri e colorati che hanno un
effetto di acidificazione del mosto
I mosti più sono concentrati
più proteggono gli enzimi dall'inattivazione termica (protezione colloidale da
parte dei solidi sospesi e dalle sostanze disciolte).
Rapporto acqua/farine
Un
rapporto 4:1 ha un effetto di diluizione sugli enzimi, la conversione dellamido
è rallentata ma il mosto a fine processo è più fermentescibile perché gli enzimi
non sono stati inibiti dalle alte concentrazioni di zuccheri
Un rapporto
di 2.5:1 favorisce la proteolisi e una più rapida conversione dellamido ma i
prodotti della degradazione risultanti sono meno fermentescibili.
I due sistemi principali per la produzione del mosto sono l'infusione e la decozione da cui hanno avuto origine altri sistemi che possono essere considerati come varianti di questi.
INFUSIONE: è il sistema tradizionale ed è anche il più semplice. Prevede il riscaldamento progressivo con opportune soste per tempi e temperature determinate, di tutta la miscela acqua-farina senza che venga mai raggiunta l'ebollizione. Durante le soste bisogna movimentare la massa altrimenti si creano delle zone a temperature diverse che possono compromettere la qualità dellestrazione e lattività ottimale degli enzimi. Un'agitazione troppo energica può altresì provocare lentrata di aria nella massa rischiando di portare a colorazioni anomale di mosto o di birra e minore stabilità del gusto alla birra. I quantitativi di acqua da utilizzare con questo sistema sono di 2.5-3 hL per 100 kg di farina di malto
DECOZIONE (A TEMPERE): è il sistema
che prevede l'innalzamento della temperatura della miscela acqua-farina
riscaldando solo una parte (tempera) della miscela iniziale fino allebollizione
questa parte viene poi riaggiunta alla miscela iniziale; in questo modo la
temperatura complessiva aumenta fino al valore desiderato. La quantità di acqua
da aggiungere a 100 kg di farina è di 3.0-5.0 hL circa.
La decozione è il
metodo per molti stili di birre del continente europeo, per esempio Pilsner ed
imitazioni (dalla Pilsner Urquell alla Bud), tutte le birre tedesche (Maerzen,
Bock, Weizen, alcune Alt, Rye, Dortmunder) ed alcune delle birre belghe più
leggere (De Koninck, Palm, Rodenback).
In origine il sistema di
ammostamento per decozione era finalizzato ad ottenere il massimo della resa da
malti di scarsa qualità o poco modificati. Oggi queste condizioni non sussistono
più e la gran parte dei malti oggi disponibili sul mercato sono di buona qualità
e ben modificati
La decozione ha lo scopo di aumentare la temperatura del
mosto, ma le sue più importanti influenze sulla caratterizzazione della birra
sono legate ai fenomeni che avvengono nelle aliquote portate ad ebollizione
Ci sono alcuni elementi che giocano a favore dell'utilizzo di questo sistema:
Lebollizione provoca una più intensa e completa gelatinizzazione dellamido. Ciò consente una maggiore degradazione enzimatica
La decozione aumenta lefficienza del processo di
ammostamento con un aumento delle rese in estratto
Eventuali succedanei
con temperature di gelatinizzazione più elevate possono essere portati ad
ebollizione separatamente con una delle tempere
Durante la cottura vengono
prodotte delle melanoidine (effetto positivo sul gusto, sullaroma) e sul colore
Si verifica una coagulazione e precipitazione delle proteine con effetti
positivi sulla limpidità della birra
Si ottiene una più efficace riduzione del DMS
Aspetti negativi di questo sistema sono:
La decozione è un processo che
richiede più tempo, una maggiore organizzazione e un maggiore dispendio
energetico
Quando si riaggiunge laliquota portata ad ebollizione alla
massa del mosto si possono indurre dei fenomeni di tipo ossidativo (aumenta cioè
la possibilità di "splashing" dovuto all'immissione indesiderata di aria nel
mosto).
Durante la cottura bisogna fare attenzione per evitare fenomeni di
bruciatura del mosto
Il valore di pH va attentamente monitorato ed eventualmente corretto (<5.7) per evitare lestrazione di tannini dalle scorze del malto
Nel brew-pub si utilizza
esclusivamente il sistema per infusione per tutti gli stili prodotti.
Indicativamente il procedimento viene condotto partendo da una temperatura di
65°C con una pausa superiore ai 40 minuti, si fa un'altra sosta a 72°C per circa
20 minuti, si arriva alla temperatura di 78°C fermando l'attività degli enzimi.
Tempi e temperatura variano a secondo dello stile che si vuole
produrre..
4.3
Filtrazione
Il processo di filtrazione del
mosto consiste nella separazione del mosto dalle trebbie.
Gli obiettivi di
questo processo sono:
1. Ottenere un mosto limpido
2.
Avere elevato recupero di sostanze dal malto
3. Effettuare l'operazione in
tempi ragionevoli
Si può dividere la filtrazione in due fasi: la raccolta del mosto e lavaggio delle trebbie detto sparging. Questa seconda fase porta alla diluizione del mosto che viene raccolto ed al conseguente abbassamento del grado saccarometrico. La temperatura di lavoro è molto importante, deve essere alta perché il liquido abbia la giusta viscosità ma non troppo per limitare il dispendio energetico e non portare allestrazione di sostanze indesiderate dalle trebbie.
Esistono diversi sistemi di filtrazione :
- Utilizzo del tino di
miscela/filtrazione detto mash-tun, è il metodo tradizionale britannico. Questo
sistema prevede che l'ammostamento e la filtrazione attraverso le trebbie
avvengano nel medesimo tino.
- Utilizzo di un tino dedicato esclusivamente al
processo di filtrazione detto lauter-tun, è il sistema attualmente più
utilizzato al mondo.
- Utilizzo del filtro pressa e sue modifiche come il
Meura 2001
- Utilizzo dello strain master o Nooter tun:
I filtri pressa sono utilizzati in
diverse birrerie anche di grosse multinazionali, danno dei buoni risultati, ma
hanno il loro tallone di Achille nei lunghi e complessi cicli di lavaggio. Lo
strain master è stato introdotto in diversi stabilimenti degli Stati Uniti
d'America ma è in declino d'uso viste le diverse difficoltà operative che
comporta: la qualità del mosto è insufficiente e le migliorie adottate hanno
portato ad una lievitazione dei costi rendendolo poco conveniente.
Esistono
diversi fattori che giocano quindi a favore dell'utilizzo dei tini rispetto agli
altri sistemi. Come prima cosa il tino è un apparecchio molto semplice,
conosciuto da lungo tempo, con bassi costi di investimento se paragonato ad
altre tecniche, esso garantisce un'ottima sicurezza di lavoro, ha costi di
servizio annuali estremamente bassi stimabili come inferiori dello 0.1% rispetto
a quelli di investimento. Il tino può essere costruito praticamente in tutte le
dimensioni. Il tino più grosso può arrivare fino ad un diametro di 14 metri, che
equivalgono a un flusso in entrata di 25-30 t per ciclo, inoltre è facilmente
automatizzabile, è molto flessibile, sia per quanto riguarda variazioni di
flusso che cambiamenti del sistema di macinazione. Se consideriamo le operazioni
di pulizia, esse sono semplici, praticamente completamente automatizzabili.
Concludendo, il sistema di filtrazione mediante tino porta per un tempo lungo e
continuativo a buoni rendimenti e ottima qualità del mosto. Il lauter tun al
contrario del mash tun, è sempre accompagnato da un tino dedicato
all'ammostamento, ma le principali caratteristiche costruttive sono le medesime.
Entrambi hanno la caratteristica fondamentale di possedere un falso fondo creato
dalla presenza delle griglie di filtrazione poste alla base del tino e
presentano un agitatore meccanico costituito da un braccio con diverse lame
(coltelli).
Dal punto di vista operativo si hanno diversi passaggi che si possono riassumere nel numero di otto:
1. L'inondazione del fondo con una
piccola quantità d'acqua per evitare occlusioni della parte superiore della
piastra filtrante
2. Trasferimento del mosto con le trebbie (mash) nel
filtro
3. Una pausa per fare decantare le trebbie
4. Il ricircolo del
mosto per creare un letto di filtrazione che sia assestato e drenante
5. Le
operazioni di lavaggio delle trebbie effettuate con acqua al fine di ottenere un
buon estratto che porteranno alla diluizione del mosto
6. Il trasferimento
del mosto limpido (wort) al tino di cottura
7. L'asportazione delle trebbie
meccanica nei sistemi automatizzati, o manuale nel caso delle birrerie
"artigianali"
8. Il lavaggio di tutto il tino compreso il doppio fondo con
acqua e sanitizzanti.
La tecnologia moderna applicata
alla progettazione dei tini di filtrazione lavora a rendere ognuno di questi
passi il più breve possibile.
Particolare attenzione è dedicata alla
riduzione dei cosiddetti "tempi morti" : i punti 1, 2, 3, 7, 8 non
contribuiscono direttamente alla qualità ed efficienza del processo e possono
essere accelerati senza comprometterne la validità.
Il lavaggio si ferma quando il liquido in uscita ha raggiunto 1-1.5° Plato. La temperatura ottimale di lavaggio si ottiene da un compromesso: se questa è troppo alta si estraggono asportandole dalle trebbie, sostanze non utili, come ad esempio i tannini; se invece risulta essere troppo bassa il lavaggio non si effettua bene perché diminuisce troppo la solubilità dei composti. Più l'acqua è calda più le trebbie si depositano morbide e più veloce è la filtrazione. Le trebbie hanno un contenuto in acqua di circa 70-80%, proteine 28%, grassi 8.2%, cellulosa 17.5% e sali minerali 5.3%. Il valore nutritivo è circa 1/5 di quello dell'orzo iniziale, non ci sono vitamine, pochi zuccheri e molte proteine.
Nella foto le griglie di filtrazione di "Vecchio Birraio", sono tre piastre di acciaio inox che formano un falso fondo circolare del diametro di un metro, hanno la funzione di trattenere le trebbie e di lasciare passare il mosto.
Nel brew-pub si usa un unico tino
sia per l'ammostamento (mashing) che per la filtrazione si tratta dunque
di un
Mash-tun. Il controllo della limpidezza del mosto viene affidato all'occhio
e all'esperienza del Mastro Birraio. Il primo mosto che esce dal fondo
del tino è
molto torbido viene raccolto in una vasca aperta e da qui viene
riciclato nel tino mediante una pompa centrifuga, quando si ritiene essere
limpido, viene mandato al tino di cottura. questo è il vero inizio della
filtrazione mentre la prima fase, quella del riciclo, è servita per formare
un idoneo letto di trebbie stabile e drenante. A questo punto viene fatto
il primo
prelievo di un campione di mosto sul quale si andrà a misurare il grado
Plato.
Le trebbie vengono scaricate manualmente mediante una pala
attraverso l'apposita apertura, raccolte e allontanate immediatamente dalla
sala cottura: esse sono terreno fertile per i batteri lattici e altri microrganismi
e
quindi pericolosa fonte di contaminazione. Le trebbie vengono utilizzate
per l'alimentazione di vacche di una azienda agraria nelle vicinanze della
birreria.
4.4 Cottura
Nel brew-pub prima dell'inizio
della cottura, il mosto viene reso omogeneo movimentandolo per circa un minuto
con il sistema Whirlpool che in questo impianto è contenuto nel tino di
cottura.
Mediante questo sistema, il mosto viene prelevato e reimmesso a
forte velocità tangenzialmente lungo la parete del tino, si crea così un vortice
che porta alla precipitazione delle sospensioni; è una sorta di centrifugazione.
Dopo questa operazione si fa riposare il mosto per fare decantare le sospensioni
e si preleva un campione di mosto sul quale si effettua la misurazione del grado
Plato. Questa è la seconda determinazione e consente di dedurre quanto il mosto
è stato diluito a causa dei lavaggi delle trebbie e, di conseguenza, per quanto
tempo dovrà essere bollito per raggiungere il grado Plato desiderato.Il grado
Plato che si deve raggiungere è quello che viene dichiarato alla Guardia di
Finanza precedentemente ad ogni cotta, esiste una tolleranza di 0.4 gradi Plato
in eccesso o in difetto su quanto comunicato; anche i litri di mosto prodotti
devono essere dichiarati e su questi c'è una tolleranza del 10% in eccesso o in
difetto. Questi dati servono poi al controllo dei pagamenti dell'imposta di
fabbricazione. L'imposta è calcolata sul venduto ed è pari a 1.59 Euro per
ettolitro per grado plato.
La cottura ha diversi scopi:
1. Sanitizzazione del mosto.
Bisogna porre attenzione perché quando si raffredda potrebbe
ricontaminarsi.
2. Inattivazione degli enzimi, denaturazione degli enzimi
ancora attivi dopo ammostamento e lavaggio trebbie.
3. Concentrazione del
mosto.
4. Solubilizzazione delle sostanze amare del luppolo e isomerizzazione
degli -acidi. Il luppolo può venire aggiunto in più volte se aggiunto a fine
cottura non isomerizza e ha funzione aromatizzante.
5. Coagulazione delle
proteine e dei composti polifenolici dovuta all'interazione di cariche opposte.
Viene chiamato "trub", si forma in cottura e viene eliminato al termine della
stessa. Rappresenta un fattore di instabilità per la birra perché aumenta
l'intorbidimento, è un ostacolo all'attività fermentativa inoltre contiene
sostanze ossidanti che danno cattivi gusti.
6. Ulteriore precipitazione di e
conseguente abbassamento del pH (circa 0.2 unità).
7. Eliminazione di
sostanze sfavorevoli all'aroma della birra.
8. Aumento del colore dovuto alla
reazione di Maillard e alla caramellizzazione degli zuccheri. E' proporzionale
all'intensità del trattamento termico (il colore finale della birra dipende dal
tipo di malto usato e dall'intensità del trattamento termico).
9. Formazione
di composti riducenti, come ad esempio le melanoidine, che esplicano azione
antiossidante legando l'ossigeno e proteggendo così il mosto dalle
ossidazioni.
Nel brew-pub vengono fatte solitamente due o tre aggiunte di luppolo a seconda delle ricette, la quantità può variare da 1 kg e 800 g. per le birre più luppolate ad 1kg .Viene sempre effettuata un'aggiunta amaricante poco prima della bollitura (95°C circa) ed un'aggiunta aromatizzante a fine bollitura. Per allontanare il trub a caldo si utilizza il Whirlpool per 20 minuti. Il precipitato si troverà al centro sul fondo del tino di cottura.
4.5 Aggiunta del
lievito
Nella foto lo scambiatore di calore di "Vecchio Birraio"
Prima dell'aggiunta del lievito il mosto deve essere raffreddato utilizzando uno scambiatore di calore a piastre. Lo scambiatore può funzionare ad acqua fredda comunemente chiamato "scambiatore a ghiaccio" o con liquidi refrigeranti come il glicole. Dopo avere attraversato lo scambiatore il mosto viene pompato ai tini di fermentazione con l'aggiunta di ossigeno. E' consigliabile areare il mosto in modo da sfruttare l'"effetto Pasteur" del lievito che in presenza di ossigeno si moltiplica. In questo modo si riduce il rischio di avere una fermentazione debole e lenta che implicherebbe tempi più lunghi di fermentazione. La fermentazione è invece una via metabolica che il lievito utilizza in assenza di ossigeno, cioè in anaerobiosi. Il mosto raffreddato contiene ancora molte sostanze insolubili che si depositano sul fondo chiamate trub a freddo e resine del luppolo queste non vengono travasate nel fermentatore, ma vengono scaricate. L'operatore collega il tubo che trasporta il mosto al fermentatore solo dopo aver fatto uscire la prima parte di mosto che è visivamente molto più torbida.

Lo starter del lievito nelle foto, viene preparato con molta cura e poi aggiunto al mosto trasportato nel fermentatore
Nel brew-pub viene preparato uno "starter" per superare rapidamente la fase latente nella curva di crescita del lievito quella cioè, dove il lievito dovrebbe adattarsi al nuovo ambiente. Si prende un secchio nel quale si mette del mosto freddo, nel quale si versa il lievito secco, mescolando e agitando vigorosamente fino all'evidente "ravvivamento" dei lieviti. Lo starter viene poi aggiunto nel fermentatore in presenza del mosto opportunamente raffreddato. Per la birra Weizen, per la quale si utilizza un lievito liquido, lo starter deve essere preparato 24 ore prima in apposito fermentatore in plastica di limitata capienza, su questo è posto un gorgogliatore che indica l'inizio dell'attività fermentativa.
4.6
Fermentazione
Nel brew-pub il mosto passato attraverso lo scambiatore di calore viene trasferito attraverso apposite tubature al piano inferiore, e travasato in un fermentatore. Lungo le tubature è presente un indicatore di temperatura che permette di controllare la riuscita del raffreddamento e il raggiungimento della temperatura idonea al tipo di fermentazione che vogliamo effettuare. Dopo l'aggiunta di lievito, il fermentatore viene chiuso. Nella prima fase della fermentazione si lascia la possibilità alla di uscire attraverso l'apposito sfiato e si termostata alla temperatura ottimale per il metabolismo del lievito.

Nella foto, la sala con i fermentatori
4.7 Maturazione
Quando la fermentazione viene
ritenuta sufficiente, si passa alla fase di maturazione, per la birra Pils in
questo brrificio ci sono appositi maturatori, mentre per le altre birre
si utilizzano i fermentatori
stessi anche per la fase di maturazione. Nel corso della stagionatura si ha la
saturazione naturale di anidride carbonica unitamente alla chiarificazione
della
birra, in quanto le cellule del lievito e le sostanze coagulate si depositano
sul fondo; infine si hanno anche la maturazione ed il miglioramento del
gusto,
dovuti da una parte allattenuazione dellamaro del luppolo e dallaltra
allarmonizzazione dei composti aromatici derivati dalla fermentazione. Si
mantiene per tutto la durata della maturazione una temperatura attorno a 1°C.
La formazione degli esteri e la riduzione di dichetoni e loro precursori continua.
Gli alcoli superiori e gli esteri danno aroma alla birra e la loro presenza e
concentrazione è fondamentale nel condizionarne la qualità. Il diacetile, le
aldeidi e composti solforati danno un gusto impuro, giovane, immaturo e
disarmonico. Il diacetile conferisce un gusto dolciastro ed il cosiddetto aroma
di burro ed il pentadione dà lo stesso problema anche se questo viene percepito
a concentrazioni maggiori. Entrambi hanno origine dalla decomposizione non
enzimatica di prodotti del metabolismo dei lieviti.
Durante la maturazione
il pH della birra cala fino ad un valore pari a 4.1-4.3.
Passato un periodo di tempo che varia a seconda del tipo di
birra dai 10 giorni fino alle 6 o 8 settimane, si procede a prove organolettiche
e se la birra è giudicata pronta si passa all'infustamento.
4.8 Confezionamento
Nel brew-pub vengono preparati dei
fusti (kegs) con l'utilizzo di
un'infustatrice. La birra viene anche commercializzata in bottiglie da
0.5 e 0.75 L e fustini da 5 L. Durante il confezionamento, bisogna evitare
il
più possibile
che la birra entri in contatto
con l'aria ed evitare la formazione di schiuma eccessiva.
Il sistema
migliore consiste in un'evacuazione dell'aria dal contenitore, poi in una
precompressione tramite per equilibrare la pressione, con successiva
introduzione di birra in modo che non ci sia moto turbolento. Dopo scarico
della pressione, che provoca una piccola produzione di schiuma che elimina
così l'aria
presente, si procede velocemente alla tappatura. La shelf-life della birra è stimata
in tre mesi dal momento dell'imbottigliamento.
5. ANALISI ORGANOLETTICA

Per assicurare la qualità costante del prodotto, conoscere eventuali problemi che si sono verificati nella preparazione e decidere il momento del confezionamento è necessario sapere giudicare il gusto della birra. Prima di ogni cosa bisogna dire che la birra è un prodotto molto delicato, che risente delle condizioni ambientali e facilmente le patisce. Tre sono i suoi principali nemici. Il primo è lossigeno, ecco perché la confezione una volta aperta, va consumata in fretta e per la stessa ragione si usa anidride carbonica e non aria compressa per mandare in pressione la birra alla spina. Il secondo nemico è la luce, che è in grado di alterare il sapore della birra, come anche quello dellolio o del vino. Le confezioni non devono quindi essere esposte direttamente al sole o alla luce artificiale, in vetrina . Sono invece consigliabili bottiglie colorate o fusti, in grado di filtrare meglio la luce. Il terzo nemico è il tempo. La birra va consumata fresca, il più presto possibile dopo luscita dallo stabilimento di produzione, in ogni caso entro un massimo di diciotto mesi.
Le uniche eccezioni a questa regola sono le birre da invecchiamento. Queste ultime sono particolarmente alcoliche e luppolate da sopportare il peso degli anni; non filtrate e non pastorizzate, sono in grado di evolvere nel tempo esattamente come un buon vino. Di solito raggiungono lapice della maturazione entro cinque anni ma talvolta possono arrivare anche a venticinque. Spesso sono distinguibili perché riportano lanno di produzione sulletichetta.
La temperatura di servizio.
Lintervallo va dai 3-4° C delle birre light ai 16-17°C di alcune birre dabbazia e barley wine In generale si può dire che la temperatura di servizio salirà allaumentare della complessità e della struttura gustativa del prodotto. Se una lager leggera si accontenta di 6-7° C, una pilsner richiede già un paio di gradi in più. Per una weizen i gradi saranno 8-10°C mentre nel caso di una bitter ale arriveranno a una dozzina, così come per una lambic o una porter. Ancora un paio di gradi in più per una scotch ale o una trappista.
I bicchieri
Il bicchiere non ha soltanto una
funzione puramente estetica e ogni birra ne richiede uno adatto ad essa.
Nellimmaginario
collettivo, la birra si beve dal boccale in realtà il
boccale si utilizza solamente per le lager bavaresi. Si tratta di un contenitore
che non offre particolari pregi se non quello di essere pratico per il fatto
di
possedere un manico e, soprattutto, di essere resistente agli urti. Tipico è
quello usato allOktoberfest, dalla capienza di un litro e con la superficie
esterna sagomata per essere impugnato più facilmente. La dimensione del
bicchiere dipende da quanta birra vi si verserà ad esempio, gli aromi si
perderanno in un baloon contenente un dito di birra. La forma del bicchiere è
funzionale innanzi tutto per la formazione della schiuma.
Un bicchiere
stretto e alto è indicato per birre come la weizen o la pilsner che si
accompagnano volentieri con un ricco cappello di schiuma. Il tulipano è perfetto
per far roteare una birra da meditazione e apprezzare il concerto di profumi che
ne scaturisce. Ma se abbiamo a che fare con una birra particolarmente aromatica,
un calice svasato eviterà una eccessiva concentrazione dei profumi. Un calice
tipo flûte servirà alle birre particolarmente frizzanti per mantenere la loro
vivacità. In ogni caso, è sempre consigliabile bagnare le pareti del bicchiere
prima di versarvi la birra, in modo da diminuire lattrito, raffreddarli e
consentire una corretta formazione di schiuma. Prima dell'assaggio ed in ogni
caso, la birra non va sottoposta a scossoni troppo violenti e tenuta lontana
dalla luce e da sbalzi di temperatura troppo marcati.
Degustare vuol dire
valutare la qualità della birra in termini sensoriali. E le tre fasi sono quelle
classiche di ogni degustazione : visiva, olfattiva e gustativa.
L'esame visivo: colore, limpidezza, spuma.
Per degustare la birra è necessario innanzitutto un ambiente piuttosto neutro, ben illuminato e privo di odori che possano alterare le percezioni. Il degustatore dovrà evitare di portare indosso un profumo troppo intenso, o di conservare in bocca sensazioni gustative o aromi forti. Nell'esame visivo i parametri da esaminare sono colore, limpidezza e spuma. Il colore varia a seconda del tipo di birra. Ed è legato alla tostatura dei cereali. La gamma delle sfumature è amplissima. Il colore della birra è misurato secondo una precisa scala di intensità codificata a livello internazionale dallo Standard reference method (Srm). Si va dal paglierino delle lager più comuni (che può virare fino al dorato) al biondo brillante - ma a volte con venature verdognole dovute al luppolo - delle pilsner (2,5-4 Srm) e delle weizen filtrate dai lieviti (le kristall klar, 3,5-5 Srm), per le quali la tostatura del malto non viene accentuata. Avremo invece ambrato tendente al dorato per le weizen non filtrate chiare, che presentano anche una leggera velatura o torbidità (3-10 Srm); ambrato con tonalità rossastre per alcune doppio malto che subiscono una particolare tostatura (12-30 Srm); ramato in alcune pale ale (6-12 Srm). Le pale ale coprono però un bell'arco di colore, oscillando tra l'ambrato-aranciato delicato di alcune britanniche fino al marrone scuro di certe scoth ale. Con alcune trappiste e abbazia si comincia a virare decisamente al bruno (15-20 Srm), con colori tipici anche delle doppelbock (12-30) e delle weizen dunkel (17-22). Il culmine dell'"oscurità" (35-70 Srm) viene infine raggiunto con le stout e con alcune porter: si presentano nere, come del resto certe doppelbock italiane. La limpidezza dipende (se il campione esaminato non ha difetti) dalla tipologia. È normale che le diffusissime pils abbiano, per esempio, un colore giallo dorato più o meno intenso, brillante e luminoso. Ed è altrettanto normale che una weizen e una witbier (o bière blanche) si presentino torbide a causa dei lieviti ancora presenti, non filtrati. Attenzione però alla troppo prolungata esposizione alla luce e all'età, fattori che contribuiscono alla perdita di luminosità anche in birre dall'aspetto tipicamente brillante. Importante è anche l'esame della spuma. Può risultare scarsa, evanescente, cremosa, compatta a seconda di come si presenta nel bicchiere. Anche il suo colore varia profondamente: dal bianco comune all'ambrato, e fino al marrone, a causa del malto molto torrefatto, per porter e stout. La grana può essere più o meno grossa, e più o meno aderente alle pareti del bicchiere, dove formerà archetti definiti in gergo "merletti di Bruxelles".
L'esame olfattivo
L'esame olfattivo va a caccia dell'aroma, dei profumi complessi e affascinanti che le birre sanno regalare. L'aroma è fondamentale. In generale, si parla di aroma luppolato, fruttato, maltato, erbaceo, floreale. Dal punto di vista dell'intensità: intenso, leggero o tenue. Può essere descritto come: molto persistente, persistente o sfuggente. La sua qualità può essere molto fine, fine, comune o grossolana. Nel complesso, quel che il naso "regala" è una sensazione armonica, equilibrata, ampia, fragrante, penetrante. Ecco allora che l'aroma potrà essere piacevole, ma tenue, e svanire rapidamente nelle lager meno speciali; oppure fine, penetrante, persistente e luppolato nelle pilsner; ampio e maltato nelle bock e doppelbock; fruttato e fresco nelle weizen e bière blanche; complesso ed equilibrato tra luppolo e malto nelle ale. Aroma e gusto aprono poi la strada ai cosiddetti "riconoscimenti": al ritrovare cioè profumi e sapori già sperimentati (di frutta, di fiori, di minerali o di alimenti complessi) nel bouquet proposto da ogni birra.
L'assaggio
Il gusto nella birra ha una gamma amplissima, e dipende dagli stili di fabbricazione. Quello spontaneamente e generalmente attribuito a una birra è l'amaro, più o meno intenso. A conferirlo è il fiore di luppolo, amaricante e aromatico. Anche l'intensità d'amaro nelle birre viene convenzionalmente indicata in una scala: la International bitterness unit (Ibu). L'amaro è soggettivamente più intenso nelle birre pilsner (30-43 Ibu) e nelle bitter ale (25-30 Ibu). In alcune pilsner tedesche la presenza del luppolo è talmente elevata da conferire alla birra un gusto quasi asciutto. Le lager contengono invece meno luppolo, e l'amaro è attenuato (8-15 Ibu), mentre nelle bock (20-35 Ibu) e nelle ale (25-45 Ibu) l'abbondanza del malto può stemperare la forza amarognola del luppolo - pur presente in discreta quantità - combinandosi in un gusto dolce-amaro tendente all'abboccato, all'amabile o addirittura al dolce (un malt liquor americano può avere anche soli 7 Ibu). In generale, il gusto di una birra può essere dunque amarognolo, amaro, abboccato, amabile o dolce (a vari livelli di persistenza); tutte caratteristiche che possono essere sottolineate dal cosiddetto retrogusto (o sensazione retronasale) che tende a risalire in bocca una volta deglutita la birra, e che è l'elemento di confine tra sensorialità olfattiva e gustativa. A caratterizzare la qualità delle birre degustate sarà in buona parte la loro persistenza aromatica, la capacità di "durare" delle sensazioni che vi hanno regalato, dopo che avrete ingoiato il sorso tratto dal bicchiere. E sarà facile, con un po' d'attenzione, distinguere i "finali" speziati, alcolici, decisi di una barley wine o di una trappista dalla leggerezza beverina e amaricata di una lager.
Le Birre del "Vecchio birraio".
Sausa Pils: birra chiara, a bassa fermentazione, dal colore dorato, aroma penetrante e persistente, l'amaro attenuato, schiuma densa e persistente Alc. 5% in vol.
Sausa Weizen: Alta fermentazione, birra con 40% di malto di frumento, profumata di frutta, gusto del lievito percepibile, dall'aspetto velato.Alc. 5% in vol.
Red Moon: Alta fermentazione, birra doppio malto dall'aroma complesso ed equilibrato , fruttata, ha il sapore corposo del malto, il colore è rosso.Alc. 6.2% in vol.
Old Eliot: Alta fermentazione, birra Strong Ale , ambrata dal gusto intenso, presenta un perfetto equilibrio tra luppolo e malti.Alc. 6.5% in vol.
Black Horse: birra scura a bassa
fermentazione. Gusto cremoso, aromatico, armonioso, con un amaro
deciso.
Schiuma molto persistente. Alc.6.5% in vol.
6. LA SANITIZZAZIONE
La pulizia è fondamentale per
evitare problemi di inquinamento del prodotto e l'infestazione dei magazzini da
parte di insetti e ratti. La sanitizzazione è importante perché senza di essa il
mosto, e anche la birra, rischiano di infettarsi con batteri e lieviti selvaggi,
che portano a sapori e aromi indesiderati. Il mosto è uneccellente fonte di
nutrienti utili alla vita di molti organismi, non solo dei lieviti; data
lopportunità, qualsiasi organismo che finisce nel mosto inizia a crescere e
produrre sottoprodotti metabolici che portano aromi e sapori normalmente non
associati alla birra. Per questo è molto importante eliminare qualsiasi fonte
principale di possibile contaminazione. Non è possibile (e non è necessario)
eliminare ogni singolo batterio o cellula di lievito che possa venire a contatto
con il nostro prodotto. I batteri e i lieviti selvaggi sono dappertutto
nellambiente: nellaria, sulle stoviglie, sul pavimento e su tutte le
attrezzature per birra non pulite e non sanitizzate.
Nella sala cottura il
tino di filtrazione e di cottura vengono risciacquati abbondantemente con acqua
dopo ogni utilizzo, settimanalmente si procede al lavaggio con detergenti,
generalmente si fa un lavaggio con soluzioni diluite di detergente alcalino e
poi uno con un detergente acido. I tanks di fermentazione dopo una pulizia
grossolana con acqua, vengono chiusi, ad essi viene collegata una pompa
centrifuga che aspira la soluzione detergente dal fondo e la ridistribuisce
dalla sommità del tank. Questo per diverse decine di minuti. E' importante
lavare gli sfiati della sui quali potrebbero svilupparsi muffe. Le tubature
vengono lavate con le stesse soluzioni usate per i tanks, e i tini, facendoli
circolare per diverso tempo. L'attrezzatura, quali tappi, gomiti di tubi e
raccordi, spazzole vengono lasciati quando non usati, in vasche con soluzione di
detergente diluito (0.2-1%).
Il magazzino di stoccaggio dei
malti deve essere tenuto costantemente pulito, non ci devono essere polveri,
residui di farine. Il locale deve essere idoneo all'uso, facilmente lavabile,
ben separato da altri vani, fresco, non umido, arieggiato ma non deve presentare
correnti d'aria. Per prevenire eventuali infestazioni, vengono sparse trappole
per gli insetti (in modo da evidenziarne la presenza) e veleni per topi in
confezioni adatte all'industria alimentare.
7. SICUREZZA
Quando si procede alla macinazione del malto, è prescritto l'uso di una maschera davanti alla bocca per evitare di inspirare le polveri. Durante la pulizia si devono usare guanti, occhiali di protezione, abiti adatti. Davanti alla macchina imbottigliatrice si trova una protezione che in caso di esplosione di bottiglie protegge l'operatore dalle schegge di vetro. A tempo determinato avviene il controllo della tenuta dei tanks.
8. ANALISI E CONTROLLI
Le analisi che il Mastro Birraio esegue sono:
Prova dello Iodio
Su una
porzione di mosto vengono aggiunte alcune gocce di una soluzione di iodio: se il
liquido rimane giallo, la saccarificazione è completa, se il colore è tra il
rosso e il blu c'è ancora presenza di amido. La soluzione di iodio è allo 0.2 N
di /KI in alcool ed è di colore giallo.
Grado saccarometrico del
mosto
Si mette un po di liquido dentro l'apposito contenitore il quale è
fornito di un bagno di raffreddamento ad acqua, sul termometro si leggono
temperatura e grado saccarimetrico relativo. Il grado deve essere espresso a
20°C quindi va opportunamente corretto tramite l'addizione (se siamo sopra i
20°C) o la sottrazione, di opportuni coefficienti che sono noti per tutte le
temperature.
Controllo della limpidezza del
mosto dopo filtrazione
Viene fatto basandosi sull'esperienza del Mastro
Birraio.
Analisi organolettica
Viene
fatta sia sulla birra che sul mosto, si basa anch'essa sull'esperienza del
Mastro Birraio.
9. BIBLIOGRAFIA
Materiale cartaceo
Forster A. "Varietà di luppolo", Birra e malto, 53, pag. 4-9, 1993
Jackson M. "Birra" ed. Tecniche Nuove, 1999
Kunze W. "Technology, brewing and malting", VLB Berlin, 1990
Appunti di lezione del corso Tecnologia della Birra dott. Stefano Buiatti (Facoltà di Agraria - Scienze e Tecnologie Alimentari)
Siti internet consultati
www.assobirra.it
www.unionbirrai.com
www.ecobrewtech.com
www.beerpassion.it
www.beerman.it
www.mr-malt.it
www.atuttabirra.com
www.maxbeer.com
www.beerhistory.com
www.brewriters.com
www.brewery.org
www.brewingtechniques.com
Newsgroups frequentati
Alt.beer.home-brewing
It.hobby.birra
It.scienza.alimenti (chiuso nell'agosto 2003 )
Rec.craft.brewing
Rec.food.drink.beer